Добрый день.
Каталог Таурагского завода элементов вычислительных машин.
ЗАО "ZUMPĖ" Gaurės
g. 31b, Tauragė
LT-72343
Литва
Каталог Таурагского завода элементов вычислительных машин.
ЗАО "ZUMPĖ" Gaurės
g. 31b, Tauragė
LT-72343
Литва

Новосибирск БалтикаДобрый день всем.
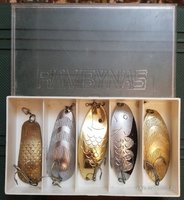
Интересный вариант блесны( что за она? и клейма на стабилизаторе
Посмотреть вложение 95834Посмотреть вложение 95835Посмотреть вложение 95836
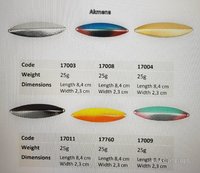
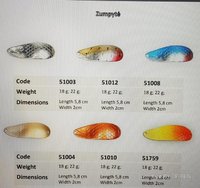
 ), но модели заслуживают внимания коллекционеров как минимум по двум причинам, это оригинальный, не похожий по форме не на чей, хвостик-плавничок и интегрированный в блесну латунный вертлюжок. В производстве эта операция крайне дорога и не эффективна. Думаю это последние модели блёсен где мы это увидим. Первые три блесны, 9, 19 и 28 г "плоские", профиль прямой при этом ярко выражен киль, похожи на Киевский Шторлинг большой из набора номер 5, я их и хотел, для себя, назвать "Чешским Килевым Шторлингом", но здесь, с оказией, разжился ещё одной моделью блесны с клеймом "SO", и это уже точно "Шторлинг"! Глубокий, очень хорошо "продавленный", вес 20г. И так же, как и на "Килевых", заведён вертлюг непосредственно в отверстие блесны, без заводного кольца!
), но модели заслуживают внимания коллекционеров как минимум по двум причинам, это оригинальный, не похожий по форме не на чей, хвостик-плавничок и интегрированный в блесну латунный вертлюжок. В производстве эта операция крайне дорога и не эффективна. Думаю это последние модели блёсен где мы это увидим. Первые три блесны, 9, 19 и 28 г "плоские", профиль прямой при этом ярко выражен киль, похожи на Киевский Шторлинг большой из набора номер 5, я их и хотел, для себя, назвать "Чешским Килевым Шторлингом", но здесь, с оказией, разжился ещё одной моделью блесны с клеймом "SO", и это уже точно "Шторлинг"! Глубокий, очень хорошо "продавленный", вес 20г. И так же, как и на "Килевых", заведён вертлюг непосредственно в отверстие блесны, без заводного кольца!




Извиняюсь Верно буревестникНовосибирск Балтика это вряд ли. Наверное Олег хотел сказать Новосибирск "Буревестник".
У меня одного ссылка не открывается?Добрый день.
Каталог Таурагского завода элементов вычислительных машин.
ЗАО "ZUMPĖ" Gaurės
g. 31b, Tauragė
LT-72343
Литва
Открывается ссылка и скачивается каталогУ меня одного ссылка не открывается?
")

Похоже Вы за прессом не сидели - прошивка отверстий , гибка , и вырубка происходят последовательно , в зависимости от конструкции штампа , а смещенное отверстие это небрежность рабочего.Простите, что отвлекаю в этот предновогодний вечер, но , решив обмерять блесну SO-Шторлинг, с удивлением обнаружил что отверстия под тройник и вертлюжок одинаково смещены от осевой линии блесны, примерно на 1 мм! И это, как я уверен, при заводском штампе, где одним ударом вырубают блесну, гнут и пробивают отверстия! Браком быть не может! Значит так было задумано? Что это? новый тип блесны? Новая Озерна, Ятаган, Асимметричная? Помогите пж. с информацией! В пятницу поеду искать "жидкую" воду, надо попробовать как играет.....Посмотреть вложение 95847
Да ну?Похоже Вы за прессом не сидели - прошивка отверстий , гибка , и вырубка происходят последовательно , в зависимости от конструкции штампа , а смещенное отверстие это небрежность рабочего.
За пресом сидел, только что встал,Похоже Вы за прессом не сидели - прошивка отверстий , гибка , и вырубка происходят последовательно , в зависимости от конструкции штампа , а смещенное отверстие это небрежность рабочего.
") , малого того, производством блёсен зарабатываю на хлеб больше тридцати лет. Вы описали простейшее, похожее на моё производство. Большое предприятие как правило может себе позволить сложные штампы которые, как Вы правильно подметили, последовательно, в процессе ОДНОГО ПРОХОДА, давят чешую, пробивают отверстие и гнут заготовку. Рабочий только заправляет ленту металла и выгребает из корзины готовые чешуйки. Такие штампы были и на заводе Сатурн , его приватизировали на моих глазах. Штампы размером больше банановой коробки валялись во дворе и продавались по цене металлолома. Организаторы производства уже в те времена сталкивались с "человеческим" фактором и старались избегать возможности производства брака в принципе. Конечно всё зависит от размера производства, я при выпуске блесен тиражом 200-300 шт в год в типоразмер даже не заморачиваюсь заказом даже простого штампа, обхожусь так называемыми "хлопушками", объёмный декор, чешую накатываю вальцами и
, малого того, производством блёсен зарабатываю на хлеб больше тридцати лет. Вы описали простейшее, похожее на моё производство. Большое предприятие как правило может себе позволить сложные штампы которые, как Вы правильно подметили, последовательно, в процессе ОДНОГО ПРОХОДА, давят чешую, пробивают отверстие и гнут заготовку. Рабочий только заправляет ленту металла и выгребает из корзины готовые чешуйки. Такие штампы были и на заводе Сатурн , его приватизировали на моих глазах. Штампы размером больше банановой коробки валялись во дворе и продавались по цене металлолома. Организаторы производства уже в те времена сталкивались с "человеческим" фактором и старались избегать возможности производства брака в принципе. Конечно всё зависит от размера производства, я при выпуске блесен тиражом 200-300 шт в год в типоразмер даже не заморачиваюсь заказом даже простого штампа, обхожусь так называемыми "хлопушками", объёмный декор, чешую накатываю вальцами и  при таком объёме никто не будет тратить деньги на заказ штампа под пробивку отверстия, отверстия просто сверлятся. Но даже для сверлений отверстий делаем простейший шаблон - "конюшню", в которую входит только одна заготовка блесны в
при таком объёме никто не будет тратить деньги на заказ штампа под пробивку отверстия, отверстия просто сверлятся. Но даже для сверлений отверстий делаем простейший шаблон - "конюшню", в которую входит только одна заготовка блесны в  определённом, заданном положении и не даёт криворукому работнику на выдумку всевозможных "рацух", как правило ускоряющих процесс и одновременно ухудшающих качество продукции. Так что, уважаемый amator, накрывайте "поляну", расскажу, чяво знаю.....
определённом, заданном положении и не даёт криворукому работнику на выдумку всевозможных "рацух", как правило ускоряющих процесс и одновременно ухудшающих качество продукции. Так что, уважаемый amator, накрывайте "поляну", расскажу, чяво знаю.....

 , давно ищу в номере 1 и 2. По моим данным собирали в 90 годы в Чехии по лицензии Канады. Ну или это просто красивая легенда... А я у Вас за это что нибудь куплю.....или не куплю.....
, давно ищу в номере 1 и 2. По моим данным собирали в 90 годы в Чехии по лицензии Канады. Ну или это просто красивая легенда... А я у Вас за это что нибудь куплю.....или не куплю.....


 интересненько , которая из этих двух соответствует классической BANGA времен СССР...
интересненько , которая из этих двух соответствует классической BANGA времен СССР...